





ଅମୁଲାଇଟ୍ ସ୍ୱୟଂଚାଳିତ AAC ବ୍ଲକ୍ ଉତ୍ପାଦନ ରେଖା |






ସଂକ୍ଷିପ୍ତ ବର୍ଣ୍ଣନା:
ଉତ୍ପାଦ ବିବରଣୀ
ଉତ୍ପାଦ ଟ୍ୟାଗ୍ସ |

AAC ବ୍ଲକ କ’ଣ?
AAC ବ୍ଲକର ଧାରଣା: AAC ବ୍ଲକ୍ ସିଲାଇସ୍ ସାମଗ୍ରୀ ଉପରେ ଆଧାରିତ (ବାଲି, ଫ୍ଲାଏ Ash ଶ୍, ସିଲିକା ଧାରଣକାରୀ ସାମଗ୍ରୀ ଇତ୍ୟାଦି), ଏବଂ କାଲକେରିୟସ୍ ସାମଗ୍ରୀ (ଚୂନ, ସିମେଣ୍ଟ) ମୁଖ୍ୟ କଞ୍ଚାମାଲ ଭାବରେ, ବାୟୁ-ପ୍ରବେଶକାରୀ ଏଜେଣ୍ଟ (ଆଲୁମିନିୟମ୍ ପାଉଡର୍) ସହିତ ମିଶ୍ରିତ | , ପ୍ରକ୍ରିୟା କଞ୍ଚାମାଲ ବ୍ୟାଚ୍, ସ୍ଲୁରି ମିଶ୍ରଣ, ing ାଳିବା, ପ୍ରି-ଆରୋଗ୍ୟ, କଟିଙ୍ଗ୍, ଅଟୋକ୍ଲେଭ୍, ଆରୋଗ୍ୟ ପ୍ରକ୍ରିୟା ଏବଂ ପ୍ୟାକେଜ୍ AAC ବ୍ଲକ୍ ସମାପ୍ତ ଉତ୍ପାଦ ଉତ୍ପାଦନ କରିବା ପାଇଁ ପ୍ୟାକେଜ୍; ଏହାକୁ ଏରେଟେଡ୍ କଂକ୍ରିଟ୍ କୁହାଯାଏ କାରଣ ଏଥିରେ ବହୁ ସଂଖ୍ୟକ ୟୁନିଫର୍ମ ଏବଂ ଛୋଟ ପୋରସ୍ ଥାଏ | ଏହା ଏରେଟେଡ୍ |
 AAC ବ୍ଲକ ଉତ୍ପାଦ ଉତ୍ପାଦନ କରିବାର ପ୍ରକ୍ରିୟା କ’ଣ?
AAC ବ୍ଲକ ଉତ୍ପାଦ ଉତ୍ପାଦନ କରିବାର ପ୍ରକ୍ରିୟା କ’ଣ?
1): ସମସ୍ତ କଞ୍ଚାମାଲ ମାପିବା ଏବଂ ମିଶ୍ରିତ ସ୍ଲୁରି;
)): ସ୍ଲୁରି our ାଳିବା ସିଷ୍ଟମରେ ପ୍ରବେଶ କର, ମିଶ୍ରଣ ପରେ ତା’ପରେ ମଲ୍ଡ ବାକ୍ସରେ ing ାଳିବା |
3): ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ତାପମାତ୍ରା ଏବଂ ପ୍ରି-ଆରୋଗ୍ୟ ସମୟ ପରେ ମଲ୍ଡ ବକ୍ସ (ପ୍ୟାନେଲ୍ ଦୃ in ୀକରଣ) ଭିତରେ;
4): ଓଦା ପ୍ୟାନେଲ୍ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ କଠିନତା ପହଞ୍ଚିବା ପରେ, ମୋଲଡ୍ ବକ୍ସ ଏବଂ ପ୍ୟାନେଲଗୁଡିକ ଟର୍ଣ୍ଣଓଭର କ୍ରେନ୍ ଦ୍ୱାରା କଟିଙ୍ଗ ଯନ୍ତ୍ରକୁ ନିଆଯିବ, ଏବଂ ଟର୍ଣ୍ଣଓଭର କ୍ରେନ୍ ନିମ୍ନଲିଖିତ କାର୍ଯ୍ୟ ସମାପ୍ତ କରେ:
5): ଉ: ମଲ୍ଡ ବକ୍ସ 90 ଡିଗ୍ରୀକୁ ବାୟୁରେ ପରିଣତ କରିବା, (ମୋଲଡ ବକ୍ସର ଗୋଟିଏ ପାର୍ଶ୍ୱ ଅଟୋକ୍ଲେଭ ପ୍ରକ୍ରିୟା ଶେଷ ନହେବା ପର୍ଯ୍ୟନ୍ତ ଓଦା ପ୍ୟାନେଲ ଶରୀର ପାଇଁ ସପୋର୍ଟ ଟ୍ରଲି ପ୍ଲେଟରେ ପରିଣତ ହୁଏ),
6): ବି: ମଲଡକୁ ସଂପୂର୍ଣ୍ଣ ଖୋଲିବା ପାଇଁ ଟ୍ରଲି କିମ୍ବା କଟିଙ୍ଗ୍ ସପୋର୍ଟ ଫ୍ରେମ୍ କୁ ଉଠାଇବା; C: ଟକ୍ ଅଫ୍ ମଲ୍ଡ ଫ୍ରେମ୍ ଏବଂ ରିଟର୍ନ ଅଟୋକ୍ଲେଭ୍ ସାଇଡ୍ ପ୍ଲେଟ୍ ସଫା କରିବା ପରେ ତେଲ ଛାଣିବା ଏବଂ ପୁନ - ସ୍ପ୍ରେ କରିବା ପରେ ଏକ ମଲ୍ଡ ବାକ୍ସ ଗଠନ ପାଇଁ ପୁନ omb ମିଳିତ ହୋଇଛି | Ing ାଳିବା;
7): ଏବଂ ଓଦା ପ୍ୟାନେଲ୍ ଶରୀର କଟିଙ୍ଗ୍ ମେସିନ୍ ଉପରେ ଛଅଟି ପାହାଚରେ କଟାଯାଇଥାଏ: 1: ପ୍ରଥମେ ପ୍ୟାନେଲ୍ ଶରୀରର ଉଭୟ ପାର୍ଶ୍ୱକୁ ଭୂଲମ୍ବ ଭାବରେ କାଟେ; 2: ତା’ପରେ ଦ୍ରାଘିମା ଏବଂ ଭୂସମାନ୍ତର ଭାବରେ କାଟ;
8): ଶେଷରେ ଭୂସମାନ୍ତର ଭୂସମାନ୍ତର କିମ୍ବା ଛୁରୀ କାଟିବା;
9): କଟ୍ ପ୍ୟାନେଲ୍ ଶରୀରକୁ ସେମି-ଫିନିଡ୍ ପ୍ରଡକ୍ଟ କ୍ରେନ୍ ରୁ ତଳ ପ୍ଲେଟ୍ ସହିତ ଅଟୋକ୍ଲେଭ୍ ଟ୍ରଲି ପର୍ଯ୍ୟନ୍ତ ଏକତ୍ରିତ କରାଯାଏ |
10): ତା’ପରେ ଉଚ୍ଚ ତାପମାତ୍ରା ଏବଂ ଉଚ୍ଚ ଚାପ ଉପଶମ ପାଇଁ ଅଟୋକ୍ଲେଭରେ ଗ୍ରୁପ୍ ହେଲା |
11): ଭଲ ଅଟୋକ୍ଲେଭ୍ ଆରୋଗ୍ୟ ପରେ, ଟ୍ରଲି ବାହାରକୁ ନିଆଯିବ ଏବଂ ଅଟୋକ୍ଲେଭ୍ ଛାଡିବ;
12): ସମାପ୍ତ ଦ୍ରବ୍ୟଗୁଡିକ ଷ୍ଟାକିଂ ହୋଇଛି କିମ୍ବା ଟ୍ରକ୍ରେ ଲୋଡ୍ ହୋଇଥିବା ଉତ୍ପାଦ ହୋଷ୍ଟିଂ କ୍ରେନ୍ ଦ୍ୱାରା ପ୍ୟାକେଜ୍ ହୋଇଛି;
13): ଅଟୋକ୍ଲେଭ୍ କ୍ୟୁରିଙ୍ଗ୍ ସାଇଡ୍ ପ୍ଲେଟ୍ ଫେରସ୍ତ କରାଯାଇଛି;
ମୁଖ୍ୟ କଞ୍ଚାମାଲର ପରିଚୟ ବିଷୟରେ |
AAC ବ୍ଲକର ଉତ୍ପାଦନ କଞ୍ଚାମାଲରେ ଭରପୂର ଅଟେ, ବିଶେଷକରି କଞ୍ଚାମାଲ ଭାବରେ ଫ୍ଲାଏ ପାଉଁଶର ବ୍ୟବହାର ଯାହା କେବଳ ଶିଳ୍ପ ବର୍ଜ୍ୟବସ୍ତୁକୁ ବ୍ୟବହାର କରିପାରିବ ନାହିଁ, ପରିବେଶ ପ୍ରଦୂଷଣକୁ ବ୍ୟବହାର କରିପାରିବ ନାହିଁ, ଏବଂ ଚାଷ ଜମିକୁ କ୍ଷତି ପହଞ୍ଚାଇବ ନାହିଁ, ବରଂ ଭଲ ସାମାଜିକ ଏବଂ ଅର୍ଥନ benefits ତିକ ଲାଭ ମଧ୍ୟ ସୃଷ୍ଟି କରିବ | ପାରମ୍ପାରିକ କଠିନ ମାଟି ଇଟା ପାଇଁ ଏହା ଏକ ଉତ୍ତମ ବିକଳ୍ପ ଅଟେ। ସରକାର, ଇଷ୍ଟେଟ୍ କମ୍ପାନୀ, ନିର୍ମାଣକାରୀ ଦଳ ଏବଂ ସରକାର ଟିକସ ନୀତି, ପରିବେଶ ସୁରକ୍ଷା ନୀତି ସମର୍ଥନ କରିଛନ୍ତି, ଆମେ ବ୍ୟାପକ ବଜାର ବିକାଶ ଆଶା ପୂର୍ବାନୁମାନ କରିପାରିବା;
1. Ash ଶ୍ / କ୍ୱାର୍ଟଜ୍ ବାଲି ଉଡାନ୍ତୁ |
ଫ୍ଲାଏ Ash ଶ୍ / କ୍ୱାର୍ଟଜ୍ ବାଲି ହେଉଛି AAC ବ୍ଲକ୍ ଉତ୍ପାଦର ମୁଖ୍ୟ ମୂଳ କଞ୍ଚାମାଲ, ଏବଂ ଏରେଟେଡ୍ କଂକ୍ରିଟ୍ର ସିଲିକନ୍ ଏବଂ ଆଲୁମିନିୟମ୍ ଉପାଦାନଗୁଡ଼ିକର ମୁଖ୍ୟ ଉତ୍ସ |
2. ସିମେଣ୍ଟ
ସିମେଣ୍ଟ ହେଉଛି AAC ବ୍ଲକର ଶକ୍ତିର ମୂଳ ଉତ୍ସ, ଏହା AAC ବ୍ଲକ୍ ପାଇଁ ମୁଖ୍ୟ କାଲକେରିୟସ୍ ସାମଗ୍ରୀ ଯୋଗାଏ, AAC ବ୍ଲକ୍ ଉତ୍ପାଦନ ପାଇଁ ଉପଯୁକ୍ତ ସିମେଣ୍ଟ ମୁଖ୍ୟତ Type ସିମେଣ୍ଟର ପ୍ରକାର ଏବଂ ଗ୍ରେଡ୍ ଅନୁଯାୟୀ ଚୟନ କରାଯିବା ଉଚିତ୍; ଉତ୍ପାଦନରେ, 52.5 ଗ୍ରେଡ୍ ଓଡିଆ ପୋର୍ଟଲ୍ୟାଣ୍ଡ | ପ୍ରଥମେ ସିମେଣ୍ଟ ଚୟନ କରାଯିବା ଉଚିତ। ସାଧାରଣରେ, ଉତ୍ପାଦନ ମୂଲ୍ୟ ହ୍ରାସ କରିବାକୁ, 42.5 ଗ୍ରେଡ୍ ସାଧାରଣ ପୋର୍ଟଲ୍ୟାଣ୍ଡ ସିମେଣ୍ଟ ମଧ୍ୟ ବ୍ୟବହାର କରାଯାଇପାରିବ;
3. ଚୂନ
ଚୂନ ମଧ୍ୟ AAC ବ୍ଲକ୍ ଉତ୍ପାଦନ ପାଇଁ ଏକ ମୁଖ୍ୟ କଞ୍ଚାମାଲ ଅଟେ | ଏହାର ମୁଖ୍ୟ କାର୍ଯ୍ୟ ହେଉଛି ପ୍ରଭାବଶାଳୀ କ୍ୟାଲସିୟମ୍ ଅକ୍ସାଇଡ୍ ଯୋଗାଇବା ପାଇଁ ସିମେଣ୍ଟ ସହିତ ସହଯୋଗ କରିବା, ଯାହା ଦ୍ Sil ାରା ସିଲିକନ୍ ହାଇଡ୍ରେଟ୍ କ୍ୟାଲସିୟମ୍ ଉତ୍ପାଦନ ପାଇଁ ହାଇଡ୍ରୋଥର୍ମାଲ୍ ଅବସ୍ଥାରେ ସିଲାଇସ୍ ସାମଗ୍ରୀରେ SIO2 ଏବଂ Al203 ସହିତ ପାରସ୍ପରିକ ସମ୍ପର୍କ ହୋଇପାରିବ | ଏସିଡ୍। ତେଣୁ, AAC ବ୍ଲକର ମୁଖ୍ୟ ଶକ୍ତି ଉତ୍ସଗୁଡ଼ିକ ମଧ୍ୟରୁ ଗୋଟିଏ ହେଉଛି ଚୂନ |
4. ଜିପସମ୍
ଜିପସ୍ ହେଉଛି AAC ବ୍ଲକ୍ ଉତ୍ପାଦନରେ ବାୟୁ ବିବର୍ତ୍ତନ ପ୍ରକ୍ରିୟାର ଏକ ନିୟନ୍ତ୍ରକ | ଜିପସମ୍ ର ନିୟନ୍ତ୍ରିତ ପ୍ରଭାବ ମୁଖ୍ୟତ Quick ଶୀଘ୍ର ହଜମ ଏବଂ ସ୍ଲିରି ମୋଟା ବେଗରେ ପ୍ରତିଫଳିତ ହୋଇଥାଏ | ଜିପସମ୍ ର ମୁଖ୍ୟ ରାସାୟନିକ ଉପାଦାନ CASO4; ତିନୋଟି ପ୍ରକାରର ଜିପସମ୍ ଅଛି | ବଜାର; କଞ୍ଚା ଜିପସମ୍, ଆନ୍ହାଇଡ୍ରାଇଟ୍ ଏବଂ ପ୍ୟାରିସର ପ୍ଲାଷ୍ଟର। ଏହା ସହିତ, ରାସାୟନିକ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାରେ ଆବର୍ଜନା ଜିପସମ୍ ମଧ୍ୟ ଉତ୍ପାଦିତ ହୁଏ | ଫସଫେଟ୍ ସାର ଉତ୍ପାଦନରୁ ଫସଫୋଗିପ୍ସମ୍, ଫ୍ଲୋରାଇନ୍ କେମିକାଲ୍ସ ଉତ୍ପାଦନରୁ ଫ୍ଲୋରୋଗାଇପ୍ସମ୍ ଏବଂ ଟାଇଟାନି ଉତ୍ପାଦନରୁ ଜିପସମ୍ | ଡାଇଅକ୍ସାଇଡ୍। ଏହି ଜିପସମ୍ ମୂଲ୍ୟରେ କମ୍ ଏବଂ ପ୍ରାକୃତିକ ଜିପସମ୍ ବଦଳାଇ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ ହ୍ରାସ କରିପାରିବ;
5. ବାୟୁ ଉତ୍ପାଦନକାରୀ ଏଜେଣ୍ଟ |
ଏକ ହାଲୁକା ପୋରସ୍ ଗଠନ ଗଠନ ପାଇଁ ବ୍ଲକ୍ରେ ପୋରସ୍ ସୃଷ୍ଟି କରିବାକୁ AAC ବ୍ଲକ୍ରେ ଏକ ବାୟୁ ଉତ୍ପାଦନକାରୀ ଏଜେଣ୍ଟ ରହିବା ଆବଶ୍ୟକ |
6. ଫୋମ୍ ଷ୍ଟାବିଲାଇଜର୍ |
ବାୟୁ ଉତ୍ପାଦନକାରୀ ଏଜେଣ୍ଟ ଗ୍ୟାସ୍ ପରେ, ପତଳା ଫର୍ମ କାନ୍ଥ ଯୋଗୁଁ, ବିଭିନ୍ନ ଅବସ୍ଥାର ହସ୍ତକ୍ଷେପ ଅନ୍ତର୍ଗତ ଫୋମ୍ ଭାଙ୍ଗିବା ଏବଂ ନଷ୍ଟ କରିବା ସହଜ ଅଟେ, ଯାହା କଂକ୍ରିଟ୍ର ଗୁଣବତ୍ତା ଉପରେ ପ୍ରଭାବ ପକାଇଥାଏ | ତେଣୁ, ଏଥିରେ ଏକ ଫୋମ୍ ଷ୍ଟାବିଲାଇଜର୍ ଯୋଡିବା ଆବଶ୍ୟକ | ସ୍ଲୁରି |
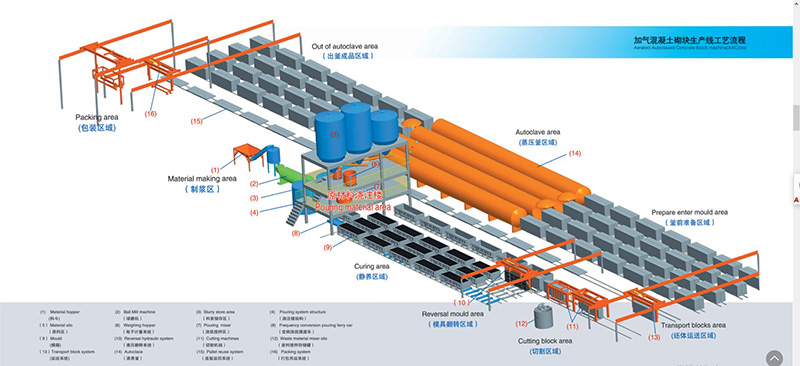
ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା |
1): AAC ବ୍ଲକ୍ ପାଇଁ କଞ୍ଚାମାଲ ସଂରକ୍ଷଣ ଏବଂ ଯୋଗାଣ |
କଞ୍ଚାମାଲ କାରଖାନାକୁ ଅଟୋମୋବାଇଲ ଦ୍ୱାରା ପରିବହନ କରାଯାଇଥାଏ, ଏବଂ ଫ୍ଲାଏ (ବାଲି, ପଥର ପାଉଡର) କଞ୍ଚାମାଲ ପ୍ରାଙ୍ଗଣରେ ଏକାଗ୍ର ହୋଇଥାଏ, ଏବଂ ଯେତେବେଳେ ବ୍ୟବହାର କରାଯାଏ, ଏହା ହପର୍ ଭିତରକୁ ପଠାଯାଏ | ବ୍ୟାଗେଡ୍ ସିମେଣ୍ଟ କିମ୍ବା ବଲ୍କ ସିମେଣ୍ଟ ସିମେଣ୍ଟ ଗୋଦାମରେ ଗଚ୍ଛିତ | ବ୍ୟବହାରରେ, ଏହା ଲୋଡ୍ ହୋଇ ହପର୍ ଭିତରକୁ ପଠାଯାଏ |
2) ![]() AAC ବ୍ଲକ୍ ପାଇଁ କଞ୍ଚାମାଲର ରୋସିଙ୍ଗ୍ |
AAC ବ୍ଲକ୍ ପାଇଁ କଞ୍ଚାମାଲର ରୋସିଙ୍ଗ୍ |
ଫ୍ଲାଏ Ash ଶ୍ (କିମ୍ବା ବାଲି, ପଥର ପାଉଡର୍) ଇଲେକ୍ଟ୍ରୋ ମ୍ୟାଗ୍ନେଟିକ୍ ଭାଇବ୍ରେଟିଂ ଫିଡର୍ ଏବଂ ବେଲ୍ଟ କନଭେୟର ମାଧ୍ୟମରେ ବଲ୍ ମିଲ୍କୁ ପଠାଯାଏ, ଏବଂ ଗ୍ରାଉଣ୍ଡ ଫ୍ଲାଏ ପାଉଁଶ (କିମ୍ବା ବାଲି, ପଥର ପାଉଡର) ଫ୍ଲାଏ Ash ଶ୍ ପମ୍ପ ଦ୍ୱାରା ସଂରକ୍ଷଣ ପାଇଁ ସ୍ଲୁରି ଟ୍ୟାଙ୍କକୁ ପଠାଯାଏ |
ଇଲେକ୍ଟ୍ରୋମ୍ୟାଗ୍ନେଟିକ୍ ଭାଇବ୍ରେଟିଂ ଫିଡର୍ ଏବଂ ବେଲ୍ଟ କନଭେୟର ଦ୍ୱାରା ଚୂନକୁ ଜହ୍ନ କ୍ରସରକୁ ପଠାଯାଏ | ଚୂର୍ଣ୍ଣ ଚୂନ ବାଲ୍ଟି ଲିଫ୍ଟ ଦ୍ୱାରା ଚୂନ ଷ୍ଟୋରେଜ୍ ଟ୍ୟାଙ୍କକୁ ପଠାଯାଏ, ଏବଂ ପରେ ସ୍କ୍ରୁ କନଭେୟର ଦ୍ୱାରା ବଲ୍ ମିଲ୍କୁ ପଠାଯାଏ | ସ୍କ୍ରୁ କନଭେୟର ଏବଂ ବାଲ୍ଟି ଲିଫ୍ଟ ପାଉଡର ବ୍ୟାଚିଂ ଟ୍ୟାଙ୍କରେ ଖାଇବାକୁ ଦିଆଯାଉଛି | ରାସାୟନିକ ପଦାର୍ଥ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଅନୁପାତରେ ମାନୁଆଲ ମାପ କରାଯିବା ପରେ, ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଏକାଗ୍ରତାର ସମାଧାନ ପ୍ରସ୍ତୁତ ହୋଇ ସଂରକ୍ଷଣ ପାଇଁ ଷ୍ଟୋରେଜ୍ ଟ୍ୟାଙ୍କକୁ ପଠାଯାଏ |
ଆଲୁମିନିୟମ୍ ପାଉଡର୍ ଆଲୁମିନିୟମ୍ ପାଉଡର୍ ଗୋଦାମରୁ ଉତ୍ପାଦନ କର୍ମଶାଳାକୁ ପଠାଯାଏ ଏବଂ ଏକ ବ Electric ଦ୍ୟୁତିକ ଉତ୍ତୋଳନ ସହିତ ବ୍ୟାଚ୍ ବିଲ୍ଡିଂର ଦ୍ୱିତୀୟ ମହଲାକୁ ଉଠାଯାଏ | ପରିମାଣିକ ଭାବରେ ଜଳ ଯୋଡିବା ପାଇଁ ମିକ୍ସର୍ରେ ପକାନ୍ତୁ ଏବଂ ଏହାକୁ ଏକ ଆଲୁମିନିୟମ୍ ପାଉଡର୍ ସସପେନ୍ସରେ ଗୋଳାନ୍ତୁ |
3): ସ୍ଲୁରି ମିଶ୍ରଣ, ଏବଂ AAC ବ୍ଲକଗୁଡିକର ing ାଳିବା;
ଚୂନ ଏବଂ ସିମେଣ୍ଟ କ୍ରମାଗତ ଭାବରେ ମାପିବା ପାଇଁ ପାଉଡର ବ୍ୟାଚିଂ ଟ୍ୟାଙ୍କ ତଳେ ଥିବା ସ୍କ୍ରୁ କନଭେୟର ଦ୍ୱାରା ସ୍ୱୟଂଚାଳିତ ଓଜନ ମାପକୁ ପଠାଯାଏ | our ାଳୁଥିବା ମିକ୍ସର୍ରେ ସାମଗ୍ରୀକୁ ସମାନ ଭାବରେ ଯୋଡିବା ପାଇଁ ସ୍କେଲ ତଳେ ଏକ ସ୍କ୍ରୁ କନଭେୟର ଅଛି |
ଫ୍ଲାଏ Ash ଶ୍ (କିମ୍ବା ବାଲି, ପଥର ପାଉଡର) ଏବଂ ଆବର୍ଜନା ସ୍ଲୁରି ମାପିବା ପାଇଁ ମାପ ସିଲିଣ୍ଡରରେ ରଖାଯାଏ | ବିଭିନ୍ନ ସାମଗ୍ରୀ ମାପିବା ପରେ, ଛାଞ୍ଚ ଅଛି, ଏବଂ ସ୍ଲୁରି ଉତ୍ତେଜିତ ହୋଇପାରେ | ସ୍ଲୁରି ପ୍ରକ୍ରିୟା ଆବଶ୍ୟକତା ପୂରଣ କରିବା ଉଚିତ (ପ୍ରାୟ 45 | ℃) ing ାଳିବା ପୂର୍ବରୁ | ଯଦି ତାପମାତ୍ରା ଯଥେଷ୍ଟ ନୁହେଁ, ସ୍ଲୁରି ମେଟରିଂ ଟ୍ୟାଙ୍କରେ ଅଟୋକ୍ଲେଭ୍ ଉତ୍ତାପ କରାଯାଇପାରିବ, ଏବଂ ଆଲୁମିନିୟମ୍ ପାଉଡର୍ ସସପେନ୍ସନ୍ ସାମଗ୍ରୀ poured ାଳିବା ପୂର୍ବରୁ 0.5-1 ମିନିଟ୍ ଯୋଗ କରାଯାଇପାରିବ |
4): AAC ବ୍ଲକ୍ ପ୍ରି-ଆରୋଗ୍ୟ ଏବଂ କଟିଙ୍ଗ୍ |
Ing ାଳିବା ପରେ, ଗ୍ୟାସୀକରଣ ଏବଂ ପ୍ରାରମ୍ଭିକ ସେଟିଂ ପାଇଁ ଏକ କନଭେୟର ଚେନ୍ ଦ୍ୱାରା ମଲ୍ଡ ବକ୍ସକୁ ପ୍ରାରମ୍ଭିକ ଆରୋଗ୍ୟ କକ୍ଷକୁ ଠେଲି ଦିଆଯାଏ | ରୁମର ତାପମାତ୍ରା 50 ~ 70 And, ଏବଂ ପ୍ରାରମ୍ଭିକ ଆରୋଗ୍ୟ ସମୟ 1.5-2 ଘଣ୍ଟା (ଅନୁକୂଳ ଭ ograph ଗୋଳିକ ଅବସ୍ଥା ଅନୁଯାୟୀ, ଏହା) ପ୍ରକ୍ରିୟା ବିଲୋପ ହୋଇପାରିବ) .ମଲ୍ଡ ଫ୍ରେମ୍ ଏବଂ ଓଦା ବ୍ଲକ୍ ଶରୀରକୁ କଟିଙ୍ଗ ଟେବୁଲ ଉପରେ ରଖିବା ପାଇଁ ଏକ ନକାରାତ୍ମକ ଚାପ ବ୍ୟବହାର କରନ୍ତୁ ଯେଉଁଠାରେ ଅଟୋକ୍ଲେଭ୍ ଟ୍ରଲିର ତଳ ପ୍ଲେଟ୍ ଆଡଭାନ୍ସରେ ରଖାଯାଇଛି | ମଲ୍ଡ ଫ୍ରେମ୍ ବନ୍ଦ କରନ୍ତୁ | କଟିଙ୍ଗ୍ ମେସିନ୍ କ୍ରସ୍-କଟ୍ | , ଦ୍ରାଘିମା କାଟ, ଏବଂ ମିଲ୍ ଓଦା ବ୍ଲକ୍ |ପରିଷ୍କାର ଏବଂ ଅବନତି ପାଇଁ ମଲ୍ଡ ଫ୍ରେମ୍ କୁ ପୁନର୍ବାର ଉତ୍ତୋଳନ କରାଯାଏ, ଏବଂ ପରବର୍ତ୍ତୀ କାଷ୍ଟିଂ ପାଇଁ ମଲ୍ଡ ଟ୍ରକ୍କୁ ଉଠାଇ ନିଆଯାଏ | ଦୁଇଟି ମହଲା | ଚଟାଣ ମଧ୍ୟରେ ଚାରୋଟି ସମର୍ଥନ ଅଛି, ଏବଂ ଅନେକ ଅଟୋକ୍ଲେଭ୍ ଟ୍ରଲି ଏକତ୍ର ଗୋଷ୍ଠୀଭୁକ୍ତ |
କାଟିବା ସମୟରେ ଉତ୍ପାଦିତ ଓଦା ବ୍ଲକ୍ ଶରୀରର ଧାର ଏବଂ କୋଣରେ ଥିବା ଆବର୍ଜନା ସାମଗ୍ରୀ ଏକ ସ୍କ୍ରୁ କନଭେୟର ଦ୍ୱାରା କଟିଙ୍ଗ୍ ମେସିନ୍ ପାଖରେ ଥିବା ଆବର୍ଜନା ସ୍ଲୁରି ଆଗିଟେଟରକୁ ପଠାଯାଏ, ଏବଂ ବ୍ୟାଚରେ ବ୍ୟବହାର ପାଇଁ ଏକ ଆବର୍ଜନା ସ୍ଲୁରି ତିଆରି ପାଇଁ ଜଳ ଯୋଗ କରାଯାଏ |
5): ସ୍ୱୟଂଚାଳିତ AAC ବ୍ଲକ୍ ଏବଂ ସମାପ୍ତ ଉତ୍ପାଦ |
ଶରୀର ଅଟୋକ୍ଲେଭ୍ ସାମ୍ନାରେ ପାର୍କିଂ ଲାଇନରେ ଏକତ୍ରିତ ହେବା ପରେ ଅଟୋକ୍ଲେଭରୁ ବାହାରୁଥିବା ଅଟୋକ୍ଲେଭ୍ କବାଟ ଖୋଲନ୍ତୁ, ପ୍ରଥମେ ଅଟୋକ୍ଲେଭରେ ସମାପ୍ତ ଅଟୋକ୍ଲେଭ୍ ଟ୍ରଲିକୁ ଏକ ହୋଷ୍ଟ ସହିତ ଟାଣନ୍ତୁ, ଏବଂ ତା’ପରେ ଅଟୋକ୍ଲେଭ୍ ଟ୍ରଲିକୁ ଅଟୋକ୍ଲେଭ୍ ହେବାକୁ ଟାଣନ୍ତୁ | ଏକ ହୋଷ୍ଟ୍ ସହିତ ଅଟୋକ୍ଲେଭରେ ଅଟୋକ୍ଲେଭ୍ ରକ୍ଷଣାବେକ୍ଷଣ କରାଯାଏ | ଅଟୋକ୍ଲେଭ୍ ଟ୍ରଲିରେ ସମାପ୍ତ ଉତ୍ପାଦଗୁଡିକ ଏକ ବ୍ରିଜ୍ କ୍ରେନ୍ ଦ୍ୱାରା ସମାପ୍ତ ଉତ୍ପାଦ ଗୋଦାମକୁ ନିଆଯାଏ, ଏବଂ ପରେ ଏକ ଫର୍କଲିଫ୍ଟ ଟ୍ରକ୍ ଦ୍ୱାରା ସମାପ୍ତ ଉତ୍ପାଦ ପ୍ରାଙ୍ଗଣକୁ ପରିବହନ କରାଯାଇଥାଏ | ଖାଲି ଅଟୋକ୍ଲେଭ୍ ଟ୍ରଲି ଏବଂ ତଳ ଅଂଶ | ଅଟୋକ୍ଲେଭ୍ ଚାଲୁଥିବା ପ୍ଲେଟ୍କୁ ଗାଡି ରିଟର୍ନ ଲାଇନକୁ ଫେରାଇ ନିଆଯାଏ, ଏବଂ ସଫା କରିବା ପରେ ଷ୍ଟାକରକୁ ଏକ ହୋଷ୍ଟ ଦ୍ୱାରା ପଛକୁ ଟାଣି ନିଆଯାଏ | ପରବର୍ତ୍ତୀ ଚକ୍ରକୁ ଯାଆନ୍ତୁ |
ଉତ୍ପାଦନ ଉପକରଣ ଶୋ |
1): ସାମଗ୍ରୀ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ ସ୍ଲୁରି ବିଭାଗ ତିଆରି |
| ସ୍ଲୁରି ସାନ୍ଧ୍ରତା ନିୟନ୍ତ୍ରଣର ପାରମ୍ପାରିକ ପ୍ରକ୍ରିୟା କଠୋର ନୁହେଁ। ପ୍ରୋଟୋପ୍ଲାଜାମର ଘନତା ପ୍ରାୟତ Art କୃତ୍ରିମ ମାପ ମାଧ୍ୟମରେ ହୋଇଥାଏ | ତ୍ରୁଟି ବଡ଼ ହୋଇଥାଏ | ପ୍ଲାଜମା ମ Basic ଳିକର ଘନତ୍ୱ ଅଭିଜ୍ଞତା ଉପରେ ନିୟନ୍ତ୍ରଣ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ | ତେଣୁ ଉଚ୍ଚ ଗୁଣବତ୍ତା ନିମ୍ନ ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନରେ | କ୍ୱାଲିଫାଏଡ୍ ରେଟ୍ ଏବଂ ପ୍ରଡକ୍ଟ କ୍ୱାଲିଟି ଆଦର୍ଶ ନୁହେଁଟ୍ୟାଙ୍କ ଏବଂ ଡେନସାଇମିଟର ମଧ୍ୟରେ ସ୍ଲୁରି ପ୍ରଚାରିତ ହୋଇଛି, ସ୍ଲୁରି ସାନ୍ଧ୍ରତା ତଥ୍ୟ ପ୍ରକୃତ ଚୂନରେ ଘନତା ପାଇପଲାଇନ ଦ୍ୱାରା ମାପ କରାଯାଇଥାଏ ଏବଂ କେନ୍ଦ୍ରୀୟ ନିୟନ୍ତ୍ରଣ କକ୍ଷକୁ ମତାମତ ଦିଆଯାଏ | ସ୍ଲୁରି ଟ୍ୟାଙ୍କରର .ଅଧିକ ସମୟର ଘନତ୍ୱର ନିରନ୍ତର ସଂଶୋଧନର ଉଦ୍ଦେଶ୍ୟ ହାସଲ ହୋଇଛି:2. ସାନ୍ଧ୍ରତା ପାଇପ୍ ସମସ୍ତ ସ୍ଲୁରିର ଏକାଗ୍ରତା ମାପ କରିବ | ତ୍ରୁଟି ବିନା ସଠିକତାକୁ ମାପ କରନ୍ତୁ | ଏବଂ ତା’ପରେ ପରବର୍ତ୍ତୀ ମାପର ସଠିକତାକୁ ନିଶ୍ଚିତ କରିବା ପାଇଁ ସିଫ୍ଟ ପରେ ସମଗ୍ର ପାଇପ୍ ଫ୍ଲାଶ୍ କରନ୍ତୁ | |  | |||
 | ||||
| Ash ଶ୍ ସ୍ଲୁରି ମେକିଂ ମେସିନ୍ ଉଡାନ୍ତୁ | | ସ୍ଲୁରି ଷ୍ଟୋରେଜ୍ ମିକ୍ସର୍ | | ସାମଗ୍ରୀ ମାପ | System ାଳିବା ସିଷ୍ଟମ୍ | | |
| 2): କାରବାର ଏବଂ କଟିଙ୍ଗ ବିଭାଗ | | ||||
 ଅମୁଲାଇଟ୍ କଟିଙ୍ଗ ଯନ୍ତ୍ରର ମୁଖ୍ୟ ବ Features ଶିଷ୍ଟ୍ୟ |1): ସରଳ-ସଂରଚନା, ସଂସ୍ଥାପନ ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ ପାଇଁ ସୁବିଧା;୨): ଗ୍ରାଉଣ୍ଡରେ ଫିକ୍ସଡ୍, ପ୍ଲାନେଟ୍-ଗିଅର୍ ରେଡୁକର୍ ଦ୍ୱାରା ଚାଳିତ, ଭର୍ଟିକାଲ୍ କଟିଙ୍ଗ୍ କରିବା ସମୟରେ, କଟିଙ୍ଗ୍ ମେସିନ୍ ଏକ୍ସେଣ୍ଟ୍ରିକ୍ ଏବଂ ସ୍ ing ିଙ୍ଗ୍ କଟିଙ୍ଗ୍ କରେ ଯାହା କଟିବାର ଦକ୍ଷତା ବ .ାଇଥାଏ | କଟିଙ୍ଗ ଆକାର ପରିବର୍ତ୍ତନ କରିବା ପାଇଁ ଏହା ଅଧିକ ସୁବିଧାଜନକ କରିଥାଏ | ଅମୁଲାଇଟ୍ କଟିଙ୍ଗ ଯନ୍ତ୍ରର ମୁଖ୍ୟ ବ Features ଶିଷ୍ଟ୍ୟ |1): ସରଳ-ସଂରଚନା, ସଂସ୍ଥାପନ ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ ପାଇଁ ସୁବିଧା;୨): ଗ୍ରାଉଣ୍ଡରେ ଫିକ୍ସଡ୍, ପ୍ଲାନେଟ୍-ଗିଅର୍ ରେଡୁକର୍ ଦ୍ୱାରା ଚାଳିତ, ଭର୍ଟିକାଲ୍ କଟିଙ୍ଗ୍ କରିବା ସମୟରେ, କଟିଙ୍ଗ୍ ମେସିନ୍ ଏକ୍ସେଣ୍ଟ୍ରିକ୍ ଏବଂ ସ୍ ing ିଙ୍ଗ୍ କଟିଙ୍ଗ୍ କରେ ଯାହା କଟିବାର ଦକ୍ଷତା ବ .ାଇଥାଏ | କଟିଙ୍ଗ ଆକାର ପରିବର୍ତ୍ତନ କରିବା ପାଇଁ ଏହା ଅଧିକ ସୁବିଧାଜନକ କରିଥାଏ | )): ଜର୍ମାନ ଟେକ୍ନୋଲୋଜିକୁ ଅବଶୋଷିତ, ଭ୍ୟାକ୍ୟୁମ୍ ଆସ୍ପିରେଟର୍, ଏହି କଟିଙ୍ଗ୍ ମେସିନ୍ ସମାପ୍ତ ବ୍ଲକ୍ ର କ part ଣସି ଅଂଶ ନଷ୍ଟ ନକରି ସହଜରେ ବର୍ଜ୍ୟବସ୍ତୁରୁ ମୁକ୍ତି ପାଇପାରିବ ଏବଂ ଉତ୍ପାଦ ପାସ୍ ହାର ନିଶ୍ଚିତ କରେ | 4): ପୁରା ବ୍ଲକର 6-ସାଇଡ୍ କଟିଙ୍ଗ୍ ସହିତ ପ୍ରଡକ୍ଟ ପାସ୍ ହାର ବୃଦ୍ଧି ପାଇଥାଏ କାରଣ ସମାପ୍ତ ଦ୍ରବ୍ୟର ଗୁଣବତ୍ତା ଆଉ ଅଧିକ ପରିବର୍ତ୍ତନ ଦ୍ୱାରା ପ୍ରଭାବିତ ହେବ ନାହିଁ | 5): ନିର୍ମାଣ କାର୍ଯ୍ୟ ଏବଂ ନିର୍ମାଣ ପାଇଁ ସମାପ୍ତ ବ୍ଲକଗୁଡିକର ପୃଷ୍ଠର ଉଚ୍ଚ କଠିନତା ଅନୁକୂଳ ଅଟେ | 6): ପୋଜିସନ୍ ନମ୍ବରିକ୍ କଣ୍ଟ୍ରୋଲ୍ ଟେକ୍ନୋଲୋଜି ଗ୍ରହଣ କରିବା, ଏହି ମେସିନ୍ ଟର୍ନିଂ, ମୁଭିଙ୍ଗ୍, କଟିଙ୍ଗ୍ ଏବଂ ପରିବହନ ପ୍ରକ୍ରିୟାରେ କମ୍ପନକୁ ହ୍ରାସ କରିଥାଏ | ଅଧିକନ୍ତୁ, ଗ୍ରାହକଙ୍କ ଅନୁରୋଧ କ୍ରମେ ଏହା ପିଏଲ୍ସି କଣ୍ଟ୍ରୋଲ୍ ସିଷ୍ଟମକୁ ଅପଗ୍ରେଡ୍ ହୋଇପାରିବ ଯାହା ଦ୍ Product ାରା ଉତ୍ପାଦ ପାସ୍ ହାର ବୃଦ୍ଧି ହେବ | | ||||
 | ||||
| ହାଇଡ୍ରୋଲିକ୍ ଫ୍ରିକ୍ୱେନ୍ସି ଟର୍ନଓଭର କ୍ରେନ୍ ରୂପାନ୍ତର କରନ୍ତୁ | | ଭୂସମାନ୍ତର କଟି ଯନ୍ତ୍ର | | |||
| 1): ହାଇଡ୍ରୋଲିକ୍ ଫ୍ରିକ୍ୱେନ୍ସି କନଭର୍ଟ ଟର୍ନଓଭର କ୍ରେନ୍ 90 ଡିଗ୍ରୀ ଟର୍ଣ୍ଣଓଭରରେ ବ୍ଲକ୍ ସହିତ ମଲ୍ଡ ବକ୍ସକୁ ଟର୍ନ୍ କରେ, ଏହାକୁ ଫ୍ରିକ୍ୱେନ୍ସି କନଭର୍ଟ ବ୍ଲକ୍ ଡ୍ରାଗ୍ ଟ୍ରଲି ଏବଂ ପ୍ରୋସେସ୍ ଡେମୋଲ୍ଡ କାମରେ ରଖ;2): ଫ୍ରିକ୍ୱେନ୍ସି କନଭର୍ଟ ବ୍ଲକ୍ ଡ୍ରାଗ୍ ଟ୍ରଲି କଟିଯିବା ପାଇଁ ମେସିନ୍ କାଟିବା ପାଇଁ ବ୍ଲକ୍ ଡ୍ରାଗ୍ କରେ | ଟର୍ନଓଭର କ୍ରେନ୍ ପୁନ old ସଂଗଠିତ, ସଫା ଏବଂ ପଲିସ୍ ମଲ୍ଡ ବକ୍ସ ଏବଂ ପ୍ୟାଲେଟ୍ ସେମାନଙ୍କୁ ପୁନ used ବ୍ୟବହାର କରିବାକୁ ପ୍ରସ୍ତୁତ କରେ | | ଟର୍ଣ୍ଣଓଭର କ୍ରେନ୍ ମୋଲ୍ଡ 90 ଡିଗ୍ରୀକୁ ବଦଳାଇଥାଏ, ଡେମୋଲ୍ଡ କରେ ଏବଂ ପୁରା ବ୍ଲକ୍ ଏବଂ ତଳ ପ୍ଲେଟ୍କୁ ବ୍ଲକ୍ ଡ୍ରାଗିଂ ଟ୍ରଲିରେ ରଖେ | ବ୍ଲକ୍ ଡ୍ରାଗ୍ ଟ୍ରଲି ପୁରା ବ୍ଲକକୁ କଟିଙ୍ଗ ମେସିନ୍ ଭିତରକୁ ନେଇଯିବ ଏବଂ ଭୂସମାନ୍ତର କଟିଙ୍ଗ୍, ପୁରା ବ୍ଲକକୁ ଦୁଇ ପାର୍ଶ୍ୱରେ ପିଲ୍ କରିବା ଏବଂ ପୃଥକ କରିବା | ନଷ୍ଟ ସାମଗ୍ରୀ | | |||
   | ||||
| 3): ନିମ୍ନ ବର୍ଜ୍ୟବସ୍ତୁ ଅପସାରଣ କରିବାକୁ ଟର୍ଣ୍ଣଓଭର କ୍ରେନ୍ | | ||||||||||
 | ଆମ ଗ୍ରାହକଙ୍କୁ ତଳ ସାମଗ୍ରୀର ବର୍ଜ୍ୟବସ୍ତୁ ସମସ୍ୟାର ସମ୍ପୂର୍ଣ୍ଣ ସମାଧାନ କରିବାରେ ସାହାଯ୍ୟ କରିବାକୁ ଏହି ଉପକରଣ ଆମୁଲାଇଟ୍ ଗ୍ରୁପ୍ ଦ୍ୱାରା ଆତ୍ମ-ବିକଶିତ |ଏହି ଡିଭାଇସ୍ ଟର୍ନଓଭର ପ୍ଲାଟଫର୍ମ ଏବଂ କ୍ରେନ୍ ଅନ୍ତର୍ଭୂକ୍ତ କରେ, ଏହା ଉପର ଏବଂ ତଳ ବର୍ଜ୍ୟବସ୍ତୁକୁ ଅପସାରଣ କରିପାରିବ | ଏହି କ୍ରେନ୍ ମଧ୍ୟ ସେମି-ଉତ୍ପାଦ ପରିବହନ କ୍ରେନ୍ ପରି ହୋଇପାରେ | | |||||||||
| ଅଟୋକ୍ଲେଭ ପୂର୍ବରୁ ପରିବହନ କ୍ରେନ୍ | | ବେସ୍ ପ୍ଲେଟ୍ | | ଅଟୋକ୍ଲେଭ୍ ଟ୍ରଲି | | ||||||||
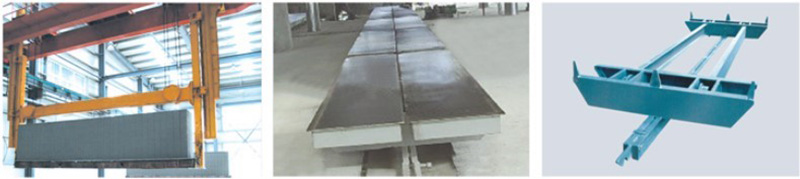 | ||||||||||
| କାଟିବା ପରେ, ଟ୍ରାନ୍ସପୋର୍ଟ କ୍ରେନ୍ ଅଟୋକ୍ଲେଭ୍ ପାଇଁ ଟ୍ରକ୍କୁ ଅଟୋକ୍ଲେଭ୍ କରିବା ପାଇଁ ବ୍ଲକ୍ ବହନ କରେ | ଏହି ଡିଭାଇସରେ ସରଳ ଗଠନ, ସ୍ଥିର କାର୍ଯ୍ୟ, ଉତ୍ତମ ଗୁଣ ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ ସହଜ | | ଆମୁଲାଇଟ୍ ଗ୍ରୁପ୍ ଦ୍ୱାରା ଡିଜାଇନ୍ ହୋଇଥିବା ବେସ୍ ପ୍ଲେଟ୍ ମଧ୍ୟ ସାଇଡ୍ ପ୍ଲେଟ୍ ହୋଇପାରେ, ଅଟୋକ୍ଲେଭରୁ ବାହାରିବା ପର୍ଯ୍ୟନ୍ତ ପରିବର୍ତ୍ତନ କରିବାର କ need ଣସି ଆବଶ୍ୟକତା ନାହିଁ | ଏହା ମାଙ୍ଗାନିଜ୍ ଷ୍ଟିଲ୍ ଦ୍ୱାରା ନିର୍ମିତ ଏବଂ ଉଚ୍ଚ ତାପମାତ୍ରା ଏବଂ ଚାପରେ କଦାପି ବିକୃତି ହୁଏ ନାହିଁ | | ଏହା ଉତ୍ତମ ଗୁଣବତ୍ତା ପ୍ରୋଫାଇଲ୍ ଇସ୍ପାତରେ ଗଠିତ ଏବଂ ଏହାର ସରଳ ଗଠନ ଅଛି | ଅଟୋକାଲରେ ଉଚ୍ଚ ତାପମାତ୍ରା ଏବଂ ଉଚ୍ଚ ଚାପର ଅଟୋକାଲ୍ଭ୍ ଆରୋଗ୍ୟ ପରିବେଶରେ ଅଟକି ରହିବ ନାହିଁ ଏବଂ ବିକୃତ ହେବ ନାହିଁ | ସମାପ୍ତ ବ୍ଲକଗୁଡିକ ଅପସାରଣ କରିବା ପର୍ଯ୍ୟନ୍ତ ସଂରକ୍ଷିତ; | ||||||||
| 4): ସମାପ୍ତ ଉତ୍ପାଦ ପରିଚାଳନା ଉପକରଣ | | ||||||||||
 | ସାଧାରଣତ the ଅଟୋକ୍ଲେଭଡ୍ ବ୍ଲକ୍ ଏବଂ ପ୍ଲେଟଗୁଡିକରେ ବେଳେବେଳେ ଆଡିଜେସନ୍ ଥାଏ | ସେପିରିଙ୍ଗ୍ ମେସିନ୍ ହେଉଛି ବ୍ଲକଗୁଡିକର କ damage ଣସି କ୍ଷତି ବିନା ଆଡେସିଅନ୍ ବ୍ଲକ୍ଗୁଡ଼ିକୁ ପୃଥକ କରିବା, ଯାହା ପାରମ୍ପାରିକ ପୃଥକ ଯନ୍ତ୍ର ଏବଂ ସମାପ୍ତ ଉତ୍ପାଦ ବାହକ କାର୍ଯ୍ୟକୁ ଏକତ୍ର କରିଥାଏ | ପ୍ରତ୍ୟେକ ପୃଥକ ହାତ ସ୍ୱାଧୀନ ଭାବରେ ନିୟନ୍ତ୍ରିତ ହୋଇଥାଏ | ସମାନ ମଲ୍ଡରେ ବ୍ଲକ୍ ଏବଂ ପ୍ୟାନେଲଗୁଡିକ ପୃଥକ କରିବାର ସମସ୍ୟାର ସମାଧାନ ହେଲା; ଯନ୍ତ୍ରପାତି ଏକ ଦକ୍ଷ ଏବଂ ଭଦ୍ର ପ୍ରକ୍ରିୟାକରଣକୁ ହୃଦୟଙ୍ଗମ କରେ, ସାମଗ୍ରିକ ମୂଲ୍ୟ ହ୍ରାସ କରେ ଏବଂ ସମାନ ସମୟରେ ଗୁଣାତ୍ମକ ହାର ନିଶ୍ଚିତ କରେ | | |||||||||
| କନଭେ ଏବଂ ପ୍ୟାକେଜ୍ ଲାଇନ୍ | | ||||||||||
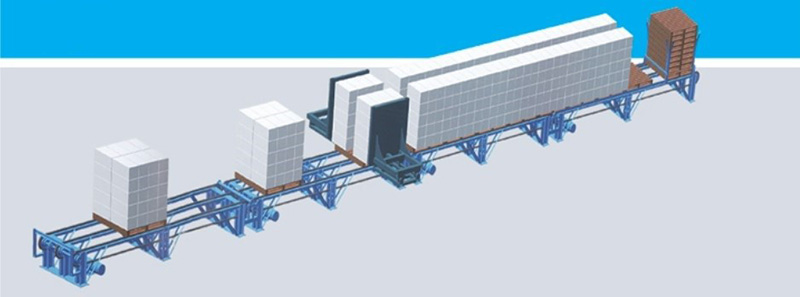 | ||||||||||
| ଏହି ସିଷ୍ଟମ୍ ଲାଇନ୍ କାଠ ପ୍ୟାଲେଟ୍ ପାଇଁ କନଭେଲିଂ ଏବଂ ପ୍ୟାକିଂ ଲାଇନ୍ ଅନ୍ତର୍ଭୂକ୍ତ କରେ ଯାହା ମୁଖ୍ୟତ the ସମାପ୍ତ AAC ବ୍ଲକ୍ ପାଇଁ ଡିଜାଇନ୍ ହୋଇଛି | ସମ୍ପୁର୍ଣ୍ଣ ମଲଡ ଉତ୍ପାଦଗୁଡିକ ଏକ ସମୟରେ କାଠ ପ୍ୟାଲେଟକୁ ସ୍ଥାନାନ୍ତରିତ ହେବ ଏବଂ ପରବର୍ତ୍ତୀ ପରିବହନ ବଣ୍ଟନ ଏବଂ ପ୍ୟାକ୍ କରିବା ପାଇଁ ସମାପ୍ତ ଦ୍ରବ୍ୟ ପାଇଁ କ୍ଲାମିଂ ଡିଭାଇସ୍ ମାଧ୍ୟମରେ | ଏହି ଲାଇନ୍। ଏହି ମେସିନ୍ରେ କମ୍ପ୍ୟୁଟରର ନିୟନ୍ତ୍ରଣ ଦ୍ୱାରା ସ୍ୱୟଂଚାଳିତ ବଣ୍ଟନ, ପରିବହନ ସମୟରେ ସଠିକ୍ ପୋଜିସନ୍ ଏବଂ ଲୋଡ୍ କାଚ ପ୍ୟାଲେଟ୍ ର ସ୍ୱୟଂଚାଳିତ ପୃଥକତା ଭଳି ଗୁଣ ରହିଛି ଯେଉଁଥିରେ ପ୍ୟାକ୍ ଏବଂ ପଠାଇବା ପାଇଁ ଏହା ସହଜ ଅଟେ | | ||||||||||
| 5): ଅଧିକ ମେସିନ୍ ଶୋ | | ||||||||||
 ସମାପ୍ତ ଉତ୍ପାଦ କ୍ଲମ୍ପ | ସମାପ୍ତ ଉତ୍ପାଦ କ୍ଲମ୍ପ | |  ରୋଟାରୀ କ୍ଲମ୍ପ | ରୋଟାରୀ କ୍ଲମ୍ପ | | |||||||||
 | ||||||||||
| ପ୍ୟାନେଲ୍ ପାଇଁ ସ୍ୱତନ୍ତ୍ର କ୍ରେନ୍ | | ପ୍ଲଗ୍ ମେସିନ୍ | | ସ୍ଲଟ୍ ମେସିନ୍ ଖୋଲନ୍ତୁ | | ||||||||
 | ||||||||||
| ବଲ୍ ମିଲ୍ | | ଜହ୍ନ କ୍ରସର୍ | | ଅଟୋକ୍ଲେଭ୍ | | ବଏଲର | |||||||
 | ||||||||||